- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




안정적인 T 스타일 용접 너트 로드
하중 안정성이 뛰어난 T형 용접 너트는 일단 용접되면 다른 많은 너트 유형에 비해 진동 및 풀림에 대한 탁월한 저항력을 제공합니다. 신뢰할 수 있는 제조업체가 지원하는 고품질 제조는 Xiaoguo®의 핵심이며 제품이 국제 표준을 충족하도록 보장합니다.
모델:JIS B1196-3.2-1994
문의 보내기
제품 설명
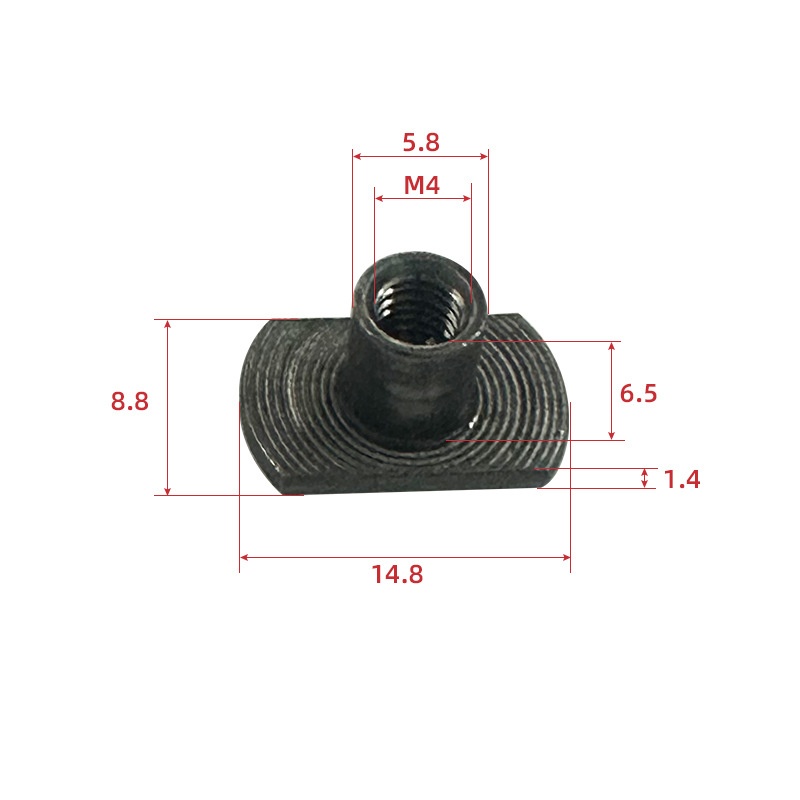
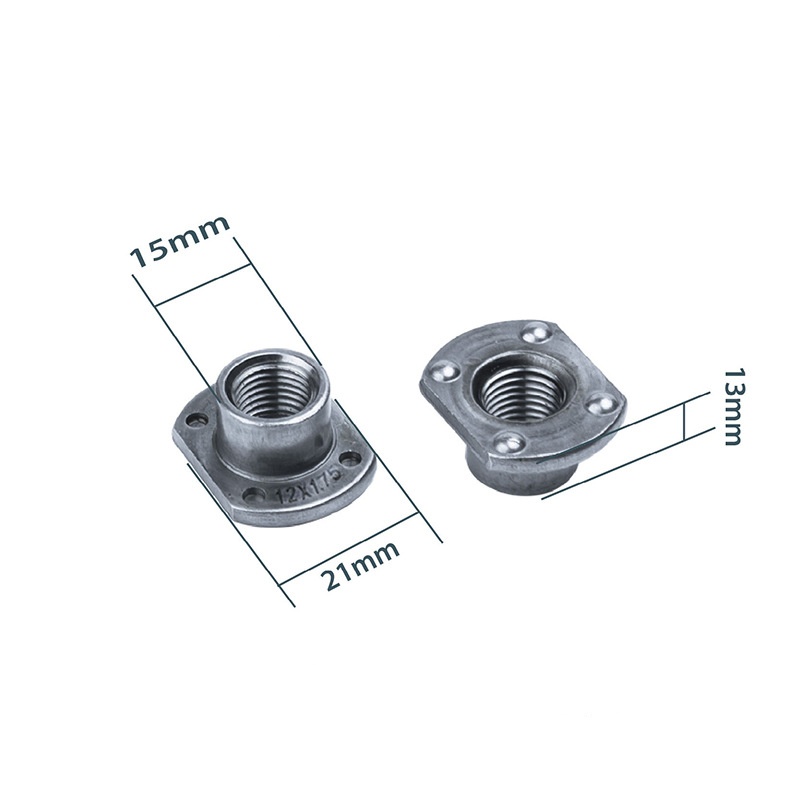
양쪽에 접근해야 하는 볼트와 달리, 부하 안정성이 있는 T형 용접 너트는 용접과 패스너 체결을 위해 한쪽에서만 접근하면 됩니다. 이는 밀폐된 부품이나 상자 모양의 단면에 매우 유용합니다.
또한 큰 플랜지는 판금에 대한 밀봉을 도와줍니다. 용접하기 전에 플랜지 표면에 실란트나 개스킷을 놓으면 이러한 너트가 단단히 고정되고 누출 방지 연결을 형성하는 데 도움이 됩니다.
| 월 | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| 최대 dk | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| 최소 dk | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| 최대 | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| 초 | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| DS 맥스 | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds 분 | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k 최대 | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k 분 | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h 최대 | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| 시간 분 | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| 최대 d0 | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0분 | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| 최대 d1 | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1분 | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
적용 가능한 시나리오:
하중 안정성이 있는 T 스타일 용접 너트를 위한 가장 일반적이고 저렴한 재료는 AISI 1008, 1010, 1018과 같은 저탄소강에서 중간 탄소강입니다. 이러한 종류의 강철은 용접에 적합하고 강도가 좋으며 성형하기 쉽고 비용이 많이 들지 않습니다.
탄소강 부하 안정성 T형 용접 너트는 내부 또는 부식이 거의 없는 장소, 특히 보호 코팅이 있는 경우 대부분의 일반적인 산업 용도에 적합합니다. 강도 특성은 용접 후 힘든 체결 작업에 필요한 전단력과 인장력을 처리할 수 있음을 의미합니다.

설치 지침:
하중이 안정적인 T형 용접 너트에서 최고의 강도를 얻으려면 너트의 재질과 두께에 지정된 것과 정확히 동일하게 용접 설정(전류, 시간, 압력)을 제어해야 합니다.
표면을 올바르게 준비하는 것이 정말 중요합니다. 깨끗하고 금속에 기름이 묻지 않도록 하세요. 설계 자체는 투영을 통해 용접 전류에 집중하는 데 도움이 되지만 기계를 올바르게 설정하고 작업자가 자신이 수행 중인 작업을 확실히 알 수 있도록 하는 것이 중요합니다. 이것이 바로 모든 T 스타일 너트에 일관되고 강력한 용접이 이루어지는 방법입니다.
핫 태그: 안정적인 T 스타일 용접 너트 로드, 중국, 제조업체, 공급업체, 공장