- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






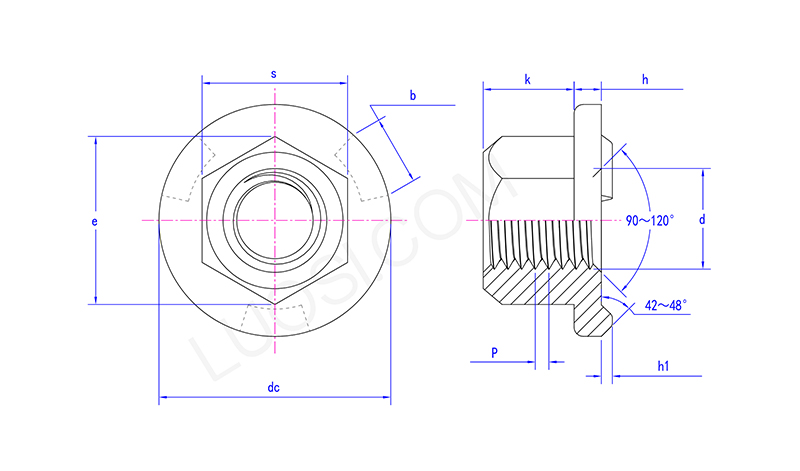
플랜지가 있는 고강도 용접 육각형 너트
플랜지가 있는 고강도 용접 육각 너트의 주요 장점은 높은 인발 강도, 진동 저항 및 조립 중 정렬 용이성이 결합되어 있다는 것입니다. Xiaoguo®는 경쟁력 있는 가격과 효율적인 국제 배송 서비스를 제공합니다. 우리는 무료 샘플을 제공할 수 있습니다.
모델:Q 366-2012
문의 보내기
제품 설명
플랜지가 있는 탄소강 고강도 용접 육각 너트는 일반적으로 5, 8, 10 등급(ASTM A563 기준) 또는 유사한 ISO 속성 등급(8, 10, 12)에 적합합니다. 이를 통해 특정 기계적 속성을 갖습니다. 스테인레스 스틸은 일반적으로 ASTM A194/A194M 또는 ASME 표준을 충족하며, 이는 화학적 구성과 부식에 얼마나 잘 견디는지, 이러한 너트에 중요한 요소를 다루고 있습니다.
| 월 | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 최대 | 1.1 | 1.3 | 1.3 | 1.3 |
| 1시간 | 0.9 | 1.1 | 1.1 | 1.1 |
| DC 최대 | 22.5 | 26.5 | 30.5 | 33.5 |
| 직류 분 | 21.5 | 25.5 | 29.5 | 32.5 |
| 분 | 13.6 | 16.9 | 19.4 | 22.4 |
| h 최대 | 2.75 | 3.25 | 3.25 | 4.25 |
| 시간 분 | 2.25 | 2.75 | 2.75 | 3.75 |
| b 최대 | 6.1 | 7.1 | 8.1 | 8.1 |
| b 분 | 5.9 | 6.9 | 7.9 | 7.9 |
| k 분 | 9.64 | 12.57 | 14.57 | 16.16 |
| k 최대 | 10 | 13 | 15 | 17 |
| 최대 | 13 | 16 | 18 | 21 |
| 초 | 12.73 | 15.73 | 17.73 | 20.67 |
지침:
플랜지가 있는 고강도 용접 육각 너트를 적절하게 삽입한다는 것은 올바른 용접 단계를 사용한다는 의미입니다. 너트를 올바른 위치에 놓고 작업물 표면에 단단히 고정해야 합니다. 먼저 표면이 깨끗하고 준비된지 확인하십시오. 프로젝션 용접의 경우 정확한 전류, 타이밍, 압력을 사용해야 합니다. 아크 용접의 경우 올바른 기술에 관한 것입니다. 어느 쪽이든 이것을 올바르게 하는 것이 중요합니다. 너트의 나사산을 손상시키지 않으면서 끝까지 통과하는 용접이 필요합니다. 이것이 조인트가 유지되는지 확인하는 방법입니다.
설치 지침:
플랜지가 있는 고강도 용접 육각 너트를 돌출하려면 일반적으로 특수 저항 용접기가 필요합니다. 너트의 크기와 재질에 맞는 올바른 전극 압력, 전류 및 타이밍 설정이 있어야 합니다. 특정 너트에 맞는 권장 설정에 대해서는 제조업체의 정보 시트를 확인하세요.
핫 태그: 플랜지가 있는 고강도 용접 육각 너트, 중국, 제조업체, 공급업체, 공장